Medium and high density fiberboard (MDF/HDF) based on wood or other plant fiber as raw materials, applying urea-formaldehyde resin or other suitable adhesive, through hot pressing pressed into density in 450-880 kg/m3, high density board, is the most excellent comprehensive performance in a variety of man-made board a plank.It is tight and smooth surface and uniform structure of the core layer, the surface of the plate and side has a good mechanical processing, processing performance, is an ideal substitute natural plank, its USES the most widespread.
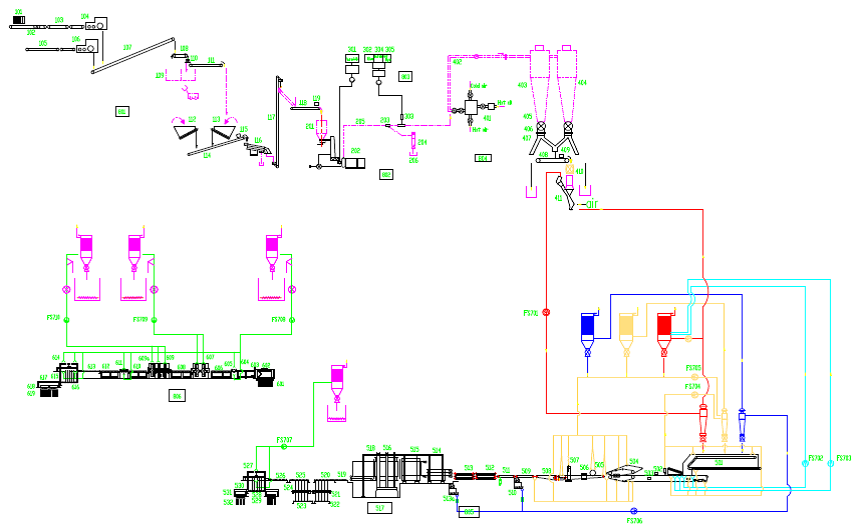
Suzhou sufoma machinery co., LTD., nissan 230-500 cubic meters, high density fiberboard production line, is based on the absorption and technical experience in China and development of complete sets of equipment with our technology characteristic, its form a complete set of all devices are manufactured by our company, and in the domestic first developed 6 x 9 feet, 6, 4 x 18 feet x20 feet large complete sets of equipment, and work with the parent company can provide 4 feet, 6 feet, eight feet a full set of continuous press production line of products.


-
.

Website map| Copyright notice| Online Service| Contact us
Copyright © 2012-2018 SUZHOU SUFOMA MACHINERY CO.,LTD All Rights Reserved.
Su ICP No. 19075173
 WeChat of Sufoma
WeChat of Sufoma